19337383021
19337383021
無軌電動平車角承箱平移調整板,各軸承座面均采用銑削加工,小型組、焊臺停臺,采用工裝夾具,保證幾何尺寸,控制焊接變形。加工電動平板車的運行機構和電動平板車的運行結構部分的重要部分是齒輪聯軸器。Y3150E、Y3180H、Y54A用于加工齒輪聯軸器。采用高頻淬火處理,反省用3101齒輪測量儀停止綜合檢測,精度可全部達到6級以上。電動輪驅動采用了50SiMn合金數據,我等已獨家使用設備停止熱處理,保證車輪踏面硬度和對淬硬層深度要求。經過長期使用用戶的經驗積累,經過百分百的用戶反饋系統(tǒng)總結,電動平車的整個臺面,尤其是長時間承受集中負荷的臺面,在沒有支承筋的情況下,會出現臺面凹坑,即:臺面平整度逐漸下降。在了解了這一情況后,我公司工程師通過臺面尺寸,計算了不同噸位電動平車的集中負荷,除增加主筋型號外,還增加了網狀板格,使其局部的集中負荷超過整車額定負荷。通過對設備進行集中負荷測試,完全能夠滿足本次產品更新的使用要求,并將所有電平車產品改為更加安全、堅固、安全的臺面,徹底解決了在臺面上經常載載的變形問題。

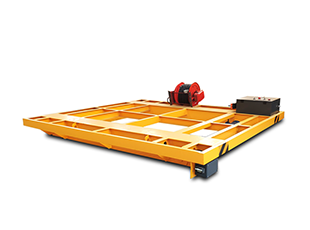
無軌電動平車
針對無軌電動平車焊夾渣焊缺陷的原因分析,鋼液夾渣是指焊接過程中殘余的熔渣,也就是焊接過程中殘余的非金屬夾雜物,不會有時間浮出。藥芯焊絲和埋弧焊易產生夾渣。夾渣的產生與焊接方法、焊接材料(焊絲、焊劑)和焊接母材的成分純度有關。夾渣主要分為根部夾渣、焊層及晶界夾渣、縫焊內夾渣。
1.危害:不僅使機械性能下降,還會增加產生熱裂的傾向,導致厚板分層撕裂。
2、產生原因:

無軌電動平車焊夾
焊接電流太小,液體金屬和渣液就無法分離。
焊速太快,來不及噴出渣子。
多層焊接不能清潔工件邊緣和焊縫。
d、運條角度不正確。3.預防措施:正確選擇焊接材料(焊絲純度、焊劑),控制母材硫磷含量,選擇合適的焊接參數,使熔池存在時間不宜過短。多層焊接時,請清除前焊渣,正確運條,以便熔渣浮出。
上一篇: 電動平車的車體平穩(wěn)的檢驗方法有哪些呢? 2025-02-25
下一篇: 電動平車在使用的過程中存在的問題 2021-12-18
想了解設備詳細報價?免費獲得方案配置?就近考察客戶現場?等等,請留言~我們將快馬加鞭地趕來。
我們在24小時內給您回復